Examine our advanced medical supplies designed to meet stringent global clinical and therapeutic standards.





In modern healthcare, sterile wound management and surgical operations demand high-performance medical textiles. The absorbent gauze roll is a fundamental component in global medical supply chains, serving as a primary absorption substrate, mechanical barrier, and wound dressing base.
Choosing the right absorbent gauze roll factory requires evaluating material science, regulatory compliance, cleanroom technology, and supply chain reliability. Top manufacturers utilize 100% natural, USP/BP-grade cotton bleached with advanced, eco-friendly hydrogen peroxide processes (chlorine-free) to ensure high absorbency, optimal bioburden control, and zero toxic residues.
Global procurement teams must look past basic unit costs. Comprehensive analysis reveals that factors like fiber length, thread count, weave density, tensile strength, and ethylene oxide (EO) sterilization validation dictate the performance of gauze in high-pressure clinical settings.

Understanding the industrial and technological advantages that make Chinese manufacturers leaders in the medical dressing sector.
Chinese manufacturing hubs leverage highly integrated supply chains. Factories manage the production cycle from raw cotton cultivation and high-speed spinning to weaving, purification, bleaching, custom cutting, and sterile packaging. This reduces transaction costs, minimizes transit damage risk, and guarantees consistent yarn tension and quality.
Replacing older shuttle looms with advanced air-jet and water-jet weaving machines has increased production efficiency and consistency. Automated tension adjustments minimize warp and weft deviations, ensuring flat, uniform gauze rolls with smooth edges and no loose threads.
Leading exporters adhere to strict quality management systems (QMS) matching international standards. They hold ISO 13485 certifications, CE marks under European Medical Device Regulations (MDR), and FDA registrations. This allows their sterile absorbent gauze rolls to seamlessly pass through customs in the Americas, Europe, and Asia-Pacific.
Key trends driving efficiency, sustainability, and patient safety in the surgical dressing industry.
"The shift toward medical textiles focuses on eco-friendly processing, chemical-free raw materials, and smart packaging that preserves sterility over long transport routes."
Traditional chlorine bleaching processes are being replaced by advanced oxygen-based bleaching systems. This eliminates harmful dioxins, reduces water pollution, and prevents skin irritation in clinical applications. Additionally, organic cotton farming and biodegradable plant fibers are becoming popular to align with healthcare sustainability goals.
While woven absorbent gauze rolls remain standard, clinical needs are shifting toward non-woven composite dressings. These combine cotton with polymer meshes to prevent adhesion to wounds. This minimizes secondary trauma during dressing changes and improves absorption for heavily exuding wounds.
Modern factories utilize high-definition optical inspection systems powered by machine learning algorithms. Installed directly on the weaving and cutting lines, these systems identify lint, contaminants, and uneven thread density in real time, guaranteeing consistent product quality.
How modern exporters resolve complex supply chain, regulatory, and quality challenges for global distributors.
Factories maintain dynamic compliance records. They offer buyers comprehensive regulatory portfolios, including bioburden validation, biocompatibility reports per ISO 10993, and sterilized chemical indicator logs, ensuring hassle-free imports and local market access.
To prevent contamination and moisture absorption during sea transit, exporters use high-grade polyethylene (PE) inner bags and reinforced corrugated cartons. They also offer OEM services for private-label branding, barcode printing, and medical-grade paper-film sterilization packaging.
Factories offer flexible production and delivery scheduling to optimize inventory levels. Proximity to major deep-water ports like Shanghai, Ningbo, or Shenzhen enables fast sea freight shipping, helping buyers maintain stable supply chains.
Yueqing NuCure Medical Co., Ltd. is a professional, innovative, and customer-oriented enterprise dedicated to providing comprehensive one-stop solutions for clients in the medical, sports, and veterinary industries. With years of experience and a strong reputation for quality, reliability, and professionalism, our products are widely recognized and trusted by clients around the world.
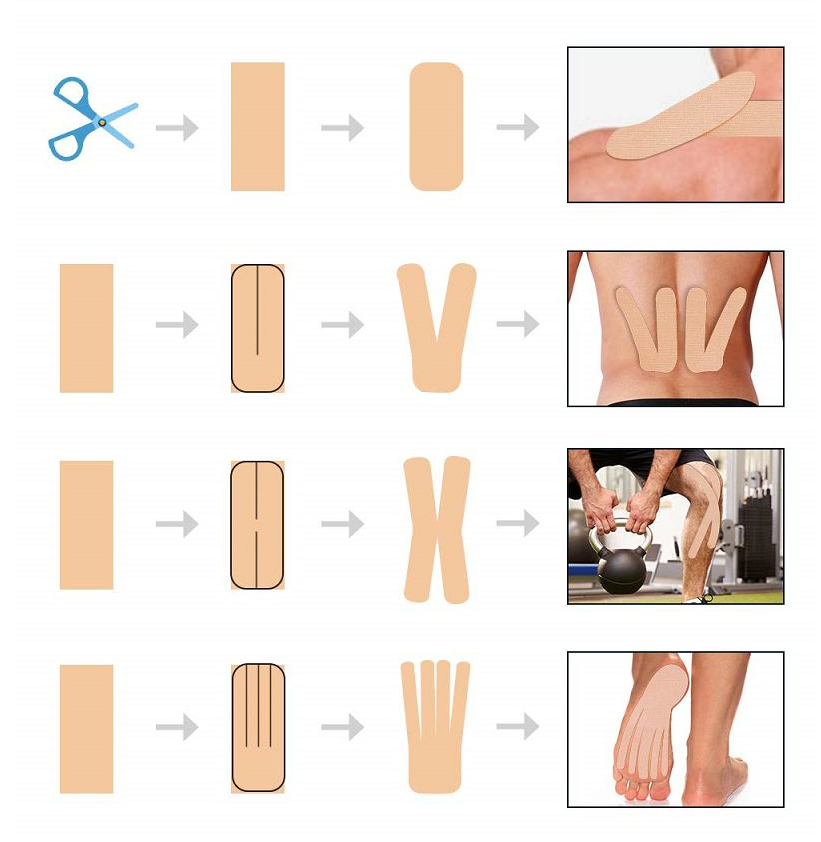
We focus on the research, development, production, and export of a broad range of high-quality medical and sports care products. Our extensive product portfolio includes cohesive bandages, kinesiology tapes, sports tapes, medical adhesive tapes, veterinary bandages, and other related medical supplies. Leveraging our advanced manufacturing capabilities and professional R&D team, we provide flexible OEM and ODM services, helping clients design products that meet their specific needs, branding requirements, and international quality standards.
At Yueqing NuCure Medical, we place great emphasis on innovation, quality assurance, and customer satisfaction. Our production processes comply with strict quality management systems, and each product undergoes rigorous inspection to ensure safety, reliability, and effectiveness. We continuously invest in new technologies, research, and product development to meet the ever-changing demands of medical professionals, sports teams, and veterinary practitioners.
Our company culture centers on integrity, collaboration, and excellence. We strive to build long-term relationships with clients worldwide, providing personalized support, timely communication, and professional guidance throughout every stage of cooperation. Guided by our mission, "Being Your Best Solution in China," we warmly welcome partners from all over the world to collaborate with us.
A technical checklist for procurement managers to verify during supplier evaluation and factory audits.
When sourcing absorbent gauze rolls in bulk, relying solely on samples can be risky. Modern procurement teams use a structured framework to evaluate and verify material and production quality:
Direct answers to technical and logistical questions commonly asked by global medical product buyers.
These standards define parameters like mesh count, yarn size, weight per unit area, and water-soluble substances. For example, USP Type VII specifies a 20x12 mesh configuration with a lighter weight, while BP/EP specifications focus on higher thread density and strict limits on chemical residues. Manufacturers can adjust the yarn count and weight to meet the specific standards of the destination country.
Hydrogen peroxide bleaching is an eco-friendly process that leaves only water and oxygen as byproducts. It completely avoids the formation of toxic chlorinated compounds (like dioxins), ensuring the gauze is safe, biocompatible, and free of residues that could irritate sensitive or damaged skin.
The standard sterilization methods are Ethylene Oxide (EO) and Gamma Irradiation. EO sterilization is common for gauze rolls and medical dressings as it is highly effective and does not degrade the cotton fibers. Gamma irradiation offers high penetration and quick processing, though it can slightly yellow pure cotton fibers.
Factories monitor bioburden by maintaining strict cleanroom standards (often ISO Class 8 or Class 100,000 cleanrooms), conducting routine microbial testing of air and water, enforcing strict hygiene protocols for staff, and validating their sterilization processes under ISO 11135 or ISO 11137 standards.
Exporters offer comprehensive OEM services, including custom-printed inner boxes, sterile peel pouches (paper-to-paper or paper-to-plastic), distinct color-coded master cartons, and multilingual instruction manuals to help brands satisfy local regulatory labeling requirements.
Examine our advanced medical supplies designed to meet stringent global clinical and therapeutic standards.