High-performance ribbed tubular bandages and orthopedic supplies for global healthcare providers.
Understanding the evolution of Ribbed Tubular Bandages in the modern medical era.
The global market for ribbed tubular bandages has seen a significant surge in demand, projected to grow at a CAGR of 5.8% through 2030. This growth is driven by an aging global population, the rising prevalence of chronic venous insufficiencies, and a booming sports medicine sector. In regions like North America and Europe, the shift toward outpatient care has made easy-to-apply tubular bandages a staple in home-care kits and rehabilitation centers.
Modern manufacturing is moving towards Eco-friendly Materials like bamboo fiber and organic cotton. Additionally, the integration of antimicrobial silver ions into the "ribbed" structure is becoming a standard for post-surgical wound care to prevent hospital-acquired infections (HAIs).
Global buyers are no longer just looking for low prices. The demand has shifted towards Regulatory Compliance (CE, FDA, ISO13485), supply chain transparency, and the ability to provide customized compression levels for specific orthopedic needs.
The future of tubular bandages lies in Smart Compression. Research is underway for bandages with embedded sensors that can monitor pressure distribution in real-time, ensuring optimal blood flow for diabetic patients.
Unlike flat-knit bandages, the ribbed structure provides a multi-directional stretch that mimics the natural movement of human joints. This design ensures that the bandage stays in place without the need for pins or tapes, providing consistent 360-degree compression. This is particularly vital in Lymphedema management and orthopedic casting, where pressure must be evenly distributed to prevent skin necrosis.
When evaluating the Top 10 Ribbed Tubular Bandage Suppliers, industry experts look for:
NuCure Medical excels in all these categories, positioning us as a premier choice for international distributors.
Yueqing NuCure Medical Co., Ltd. is a professional, innovative, and customer-oriented enterprise dedicated to providing comprehensive one-stop solutions for clients in the medical, sports, and veterinary industries. With years of experience and a strong reputation for quality, reliability, and professionalism, our products are widely recognized and trusted by clients around the world.
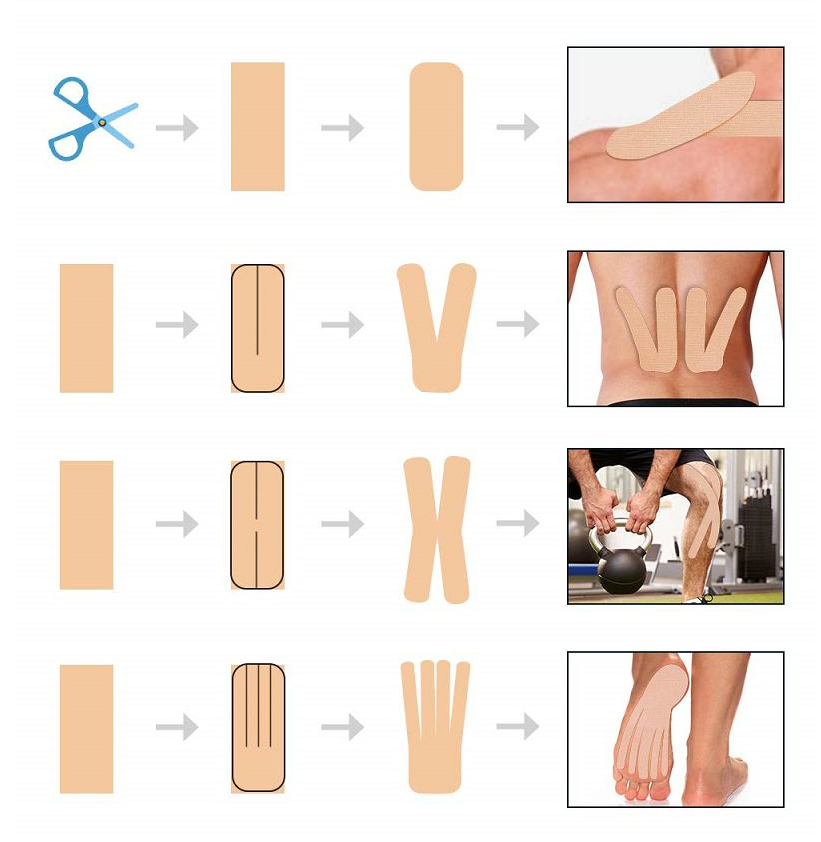
We focus on the research, development, production, and export of a broad range of high-quality medical and sports care products. Our portfolio includes cohesive bandages, kinesiology tapes, and specialized tubular solutions.
Leveraging our advanced manufacturing capabilities and professional R&D team, we provide flexible OEM and ODM services, helping clients design products that meet specific branding and international standards.
Our production processes comply with strict quality management systems. Each product undergoes rigorous inspection to ensure safety, reliability, and effectiveness for medical professionals.
Guided by our mission, we warmly welcome partners from all over the world to collaborate with us. Whether you are a distributor, healthcare provider, or sports organization, we are ready to offer reliable, innovative, and high-quality products.

As a leading Chinese factory, NuCure Medical offers unparalleled advantages in the global supply chain. China's mature textile infrastructure allows us to source high-grade long-staple cotton and medical-grade spandex at competitive rates, which we pass on to our clients. Our facility is equipped with high-speed circular knitting machines that ensure a consistent "rib" density, crucial for medical-grade compression.
Furthermore, our location in Yueqing provides us with logistical proximity to major ports, ensuring that whether you are in the USA, Germany, or Brazil, your wholesale ribbed tubular bandage orders are delivered with efficiency. We don't just export products; we export reliability and medical expertise.